Azienda "ESSE Stampi SpA"


La ESSE STAMPI SpA opera nel settore dello stampaggio a caldo dell’acciaio ed è Azienda Leader in Italia.
I punti di forza dell'Azienda sono, da sempre, l'attenzione, la cura del rapporto con il Cliente, la continua ricerca e capacità di innovare, destinando una percentuale importante dei propri ricavi agli investimenti per il rinnovo dei macchinari e degli impianti, al fine di mantenerli sempre pienamente efficienti e al passo con l'evoluzione tecnologica e fornire uno standard qualitativo di assoluto rilievo.
La conoscenza del settore specifico e solidità finanziaria che le ha permesso negli anni di superare i momenti di incertezza economica del mercato sono da sempre il tratto distintivo della ESSE STAMPI SpA.
La prima unità produttiva è sorta in Piemonte, località nota per essere stata, agli albori del XX secolo, "la culla dello stampaggio a caldo del ferro e dell'acciaio" in Italia. Negli anni, grazie alla continua crescita, diverse sono state le ubicazioni, ma Società ha voluto costantemente mantenere le radici con il territorio dove ha mosso i primi "passi".
In questo contesto si innesta la storia dell'Azienda tuttora gestita dagli eredi del fondatore, che alla fine degli anni 50, con coraggio, acume e spirito imprenditoriale, seppe cogliere e mettere a frutto le opportunità offerte dalla vicinanza con i grandi insediamenti industriali piemontesi del settore metalmeccanico e con le principali vie di comunicazioni verso i paesi europei più industrializzati.
La ESSE STAMPI è diventata dal novembre 2012 società per azioni a testimonianza della continua evoluzione della società.
Stabilimenti e impianti
Lo stabilimento della ESSE STAMPI SpA occupa un'area complessiva di oltre 26.000 mq di cui 10.500 mq coperti.
Nei due stabilimenti attigui, di proprietà della Società, sono presenti 4 linee di stampaggio a caldo, provviste di forni di riscaldo elettrici ad induzione e presse per le operazioni di formatura e sbavatura, asservite in parte da sistemi automatizzati di carico e scarico.
Grande attenzione è stata posta all'automazione degli impianti, sono infatti presenti nello stabilimento linee robotizzate.
Ufficio tecnico

La ESSE STAMPI SpA è in grado di seguire la vita di un prodotto attraverso tutte le fasi, a partire della fase di progettazione, fino alla realizzazione di quanto richiesto dal cliente.
Nell'ufficio tecnico viene curato lo sviluppo dei progetti delle attrezzature di produzione e dei programmi di lavorazione per le macchine utensile, con l'ausilio di sistemi CAD/CAM di ultima generazione.
Le macchine utensili installate nel reparto costruzione stampi sono costruite principalmente da Torni e Fresatrici ad alta velocità di ultima generazione che garantiscono elevati livelli di qualità.
Stoccaggio materiale


La materia prima da trasformare, costituita da fasci di barre d'acciaio, è immagazzinata in un'area di oltre 9.000 mq; prima di giungere al reparto stampaggio, la materia prima transita nel reparto cesoiatura dove sono installate tre macchine per cesoiatura a freddo con le quali viene ridotta in spezzoni.
Descrizione ciclo produttivo
Lo stampaggio a caldo di particolari in acciaio viene eseguito mediante presse a vite (chiamati anche bilancieri).
L'organizzazione del lavoro è caratterizzata da squadre composte da 3-4 operai per ogni linea.
Dal magazzino "materie prime", posto all'aperto, le barre di acciaio vengono trasportate all'interno dello stabilimento.
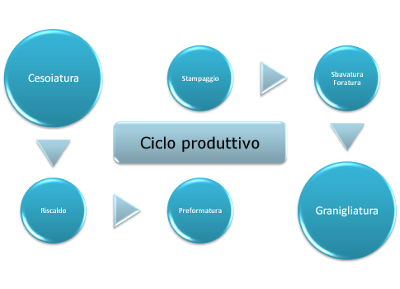
- FASE DI CESOIATURA BARRE O BILLETTE
- Le barre o billette di acciaio vengono prelevate dal magazzino materie prime e inviate al reparto cesoiatura; qui vengono lavorate e ridotte in spezzoni aventi dimensioni e peso confacenti alle necessità (a quelle richieste) della produzione di ciascun particolare.
B. FASE DI RISCALDO
- Gli spezzoni di acciaio provenienti dalla cesoiatura vengono caricati nei forni elettrici di riscaldo (a induzione) mediante appositi caricatori per essere portati alla temperatura di stampaggio (circa 1200 / 1250 gradi centigradi), e successivamente vengono avviati alla pressa di preformatura tramite un nastro trasportatore.
C. FASE DI PREFORMATURA
- Lo spezzone di acciaio riscaldato nel forno a induzione viene prelevato da un manipolatore automatico per deporlo al di sotto della pressa di preformatura. Qui lo spezzone viene schiacciato in automatico per ottenere uno "sbozzato" che agevolerà l'operazione successiva di stampaggio.
- Lo sbozzato viene quindi trasferito con un nastro trasportatore alla fase successiva.
- D. FASE DI STAMPAGGIO
- L'operatore addetto a tale operazione, utilizzando apposite tenaglie, afferra gli spezzoni, li posiziona sul semistampo inferiore, ed aziona la pressa. Dopo lo stampaggio, l'addetto solleva il pezzo dallo stampo e lo depone sul nastro trasportatore che lo trasferisce alla "prezzo a sbavare".
- E. FASE DI SBAVATURA/FORATURA
- L'addetto preleva il prezzo dal nastro trasportatore, lo pone sulla matrice ed aziona la pressa, indi estrae il pezzo e lo deposita sul di un nastro trasportatore per avviarlo al contenitore di raccolta. Dopodichè, afferra lo sfrido della lavorazione per collocarlo in un altro apposito contenitore.
- F. FASE DI GRANIGLIATURA
- Dopo la fase di sbavatura, a seconda dei casi, i particolari stampati possono essere sottoposti all'operazione di "granigliatura", al fine di ripulire la superficie della scoria superficiale che si forma in seguito al loro surriscaldamento dovuto alla temperatura di stampaggio (calarnina). Possono anche essere inviati a fornitori esterni quando è necessario eseguire dei cicli di trattamento termico mirati a migliorare le caratteristiche meccaniche dei prodotti.
- SI PRECISA QUANTO SEGUE
- Esiste all'interno dell'Azienda una linea produttiva con macchinari dedicati allo stampaggio di pezzi di dimensioni maggiori rispetto alle altre linee presenti. In questa linea non esiste la fase di cesoiatura delle barre in pezzoni, ma le barre di acciaio entrano nel ciclo produttivo intere e il taglio viene a caldo (per le altre linee il taglio avviene a freddo) con un preriscaldo a gas con temperature di circa 900 gradi.
Riepilogo dati
SEDE
Piemonte
ATTIVITÀ SVOLTA
FATTURATO 2025
€. 15.000.000,00
Stampaggio a caldo e lavorazioni meccaniche
Num. DIPENDENTI
Attualmente 55 di cui:
- 1 Dirigente;
- 3 Quadri;
- 11 Impiegati;
- 40 Operai;
Alcune indicazioni tratte dal Bilancio del 31/12/2025
Rimanenze finali
€. 509.871,00
Rimanenze iniziali
€. 485.135,00
Crediti verso clienti
€. 471.360,00
Oneri diversi di gestione
€. 96.395,00
Ricavi delle vendite e delle prestazioni
€. 15.181.094,00
Costi per servizi
€. 365.442,00
€. 9.602.875,00
€. 1.954.008,00
Costi per materie prime, sussidiarie, di consumo, merci
Costi per il personale
Riserve (facoltative, straordinarie)
€. 472.316,00


